Broadcast & Communications Engineering and Maintenance Services
Andrew XC100 and XT-300 Dryline Dehydrator System Combo Test and Repair – October 3, 2021
Test and repair of Andrew Corporation Dryline XC100 Monitor and XT-300 Transmission Feedline Dehydrator combination system for a client. The client purchased this system used a while back and wanted it tested and configured as a spare system for the 3-1/8″ rigid transmission line at one of their FM broadcast transmitter sites. I unpacked it this morning, tested it, and found it had a minor problem. With that problem corrected, the system appears to be working properly.
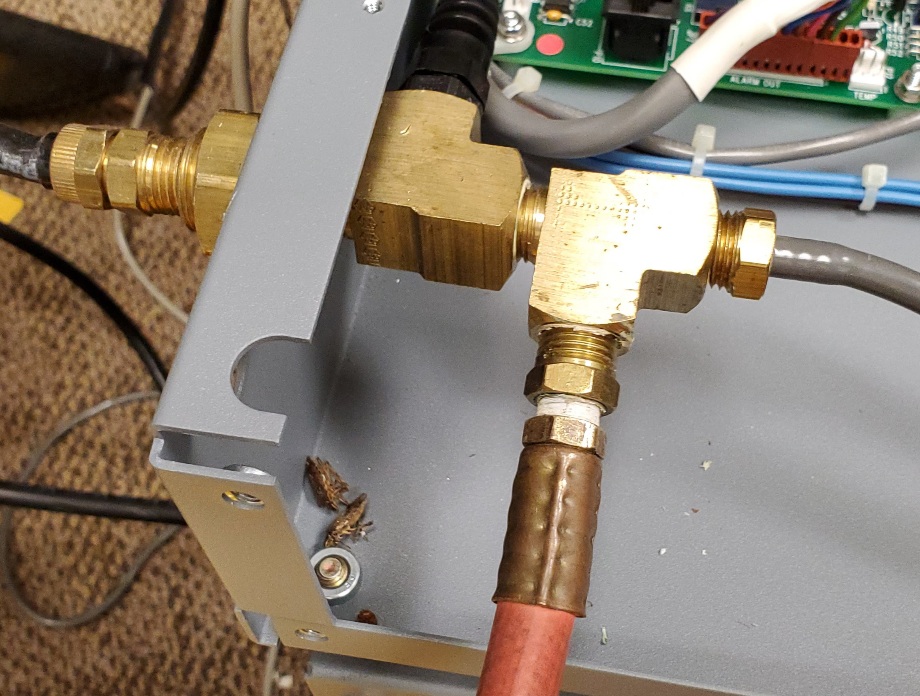
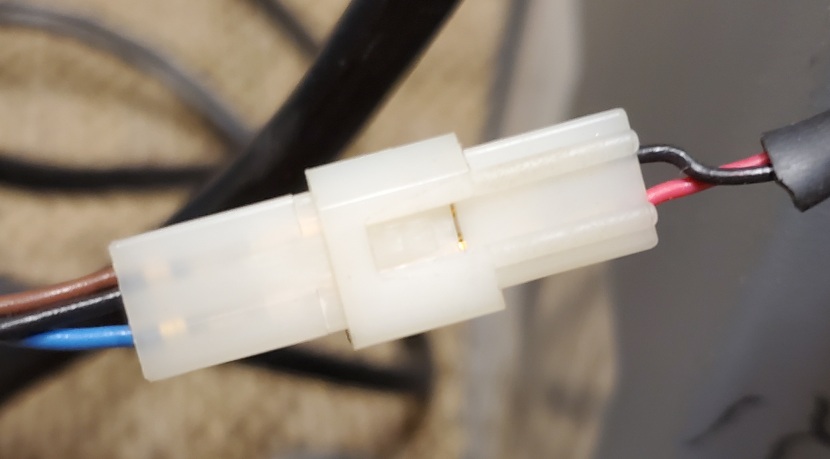
Andrew XC100 Line Monitor (top unit) and XT-300 Dryline Dehydrator (bottom unit.)Andrew XC100-91315 Line Monitor serial number and data label (for reference.)Andrew XT300-91015 Dryline Dehydrator serial number and data label (for reference.)This photo shows the factory air flow plumbing/routing in the monitor unit. The air line from the dehydrator normally feeds into the line monitor at the rear and goes into two tee adapters which are connected in series. Incoming air from the compressor/dehydrator unit feeds into the tee closest to the rear of the monitor, where it splits off to the second tee and also has a humidity sensor attached. The second tee (nearest the front of the monitor) in turn routes the system air to the output port to pressurize the transmission feedline, and the grey air line on the other port of the tee runs over to a pressure transducer mounted on the monitor’s circuit/control board.For testing purposes (and for this client’s intended application) I removed the outlet air line which normally feeds from the front-most tee through the back of the unit via a combination of fittings and hose, and replaced it with a male to female reducer, which will facilitate connecting the client’s existing air line going to the antenna feedline’s gas block. The red hose connected to the reducer is what I use here in the lab to in turn connect a five gallon portable air tank for purposes of testing dehydrators.Input to my five gallon “test” air tank. I have a 0-15 psi pressure transducer also attached to the air line fittings for the purpose of testing the remote feedline pressure monitor and telemetry systems which I custom build for clients. The DC power supply and feedback line I is not connected to my test pressure transducer during this setup because it wasn’t needed for the purpose of today’s work.A broader, overhead view of the line monitor with the cover off during testing.With everything connected and power-up, the line monitor seemed to come to life and the power appeared to be good going to the compressor/dehydrator part of the system, but it would not run. I could hear an audible “click” in the line monitor (control) part of the system after the initial 30-second startup time, but no compressor motor activity. It turned out be a poor connection in this miniature male to female inline connection. This connector feeds +5V DC control voltage from the line monitor to a power control relay in the compressor/dehydrator unit, which it automatically turns on when the pressure drops to a preset low pressure, and then switches it off when the pressure in the system and feedline has risen to the programmed maximum pressure desired.With the connection problem in the little Molex connector resolved, the compressor/dehydrator unit sprang to life. It seems to have good pressure and good air seal. That was nice to see, since almost every used Andrew dehydrator system you find for sale tends to have old, leaky gaskets in the compressor head and/or leaking hoses. The rebuild kits for many of the compressors used in the older, used Andrew dehydrators are very hard to come by (or impossible to find, depending on the particular compressor used in any given model.) It takes less than 30 seconds for it to increase the pressure in the five gallon tank from 2 psi up to 5 psi when the tank bleeds down to that level. Going from 0 psi initially to 5 psi takes less than 40 seconds. I intentionally allow the test tank to be a little “leaky” so that I don’t have to either wait forever for the pressure in the tank to bleed down, or manually keep pulling the bleeder valve open to force it to decrease. Based on the air volume calculations for the feedline system the client wants this system to be a backup for, it should take approximately 16 minutes to pressurize their feedline back up from the programmed 2 psi dehydrator trip pressure to the 5 psi shut-off pressure. A complete 3-volume purge of their transmission line after being opened for maintenance or repair purposes should be about 2.4 hours of continuous dehydrator run time with the far end (antenna end) of the system opened to permit moisture purging/flushing.